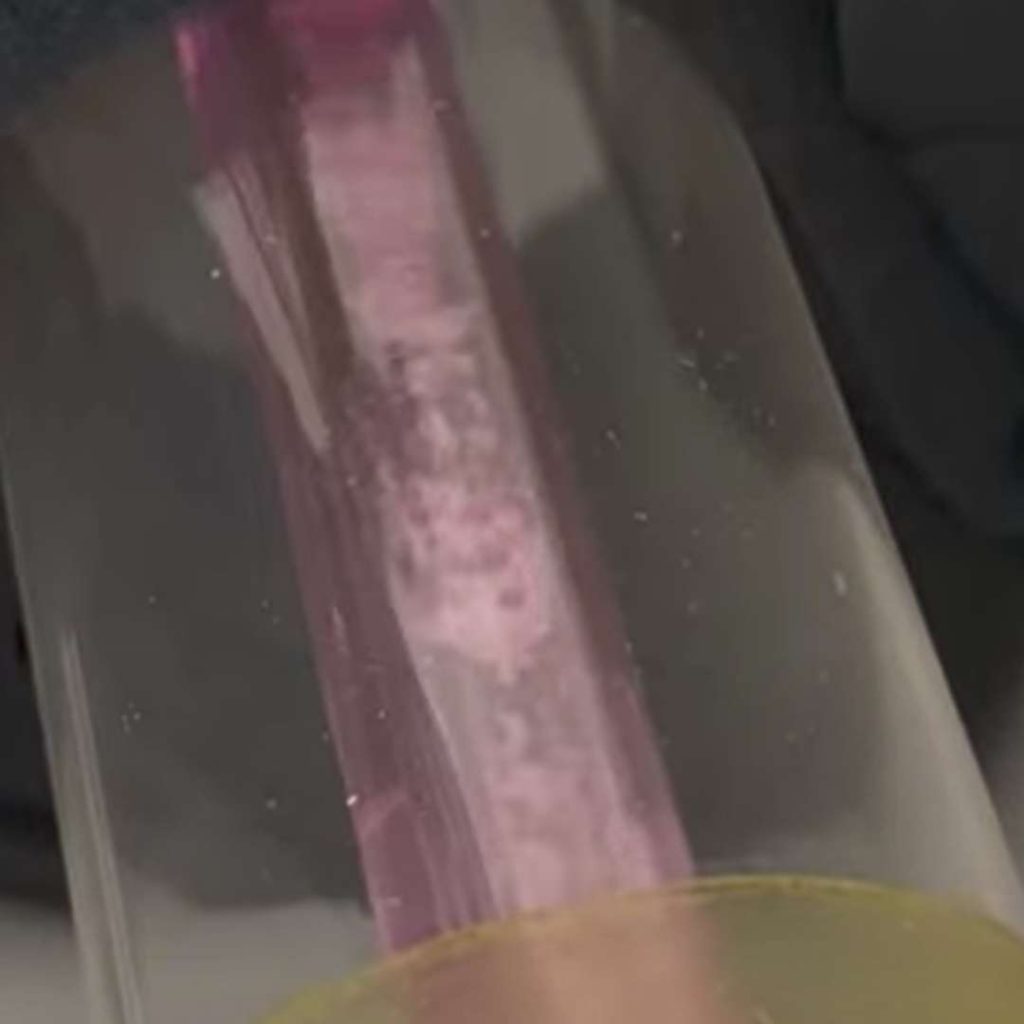
After you fill the chiller and then power up the machine (both the Main and Laser Switch) and the Chiller Main Power switch, you will need to inspect the laser tube for air bubbles and take steps to remove them.
Small bubbles can be easily removed by simply pinching the silicon piping leading into your laser tube.
A large air bubble on the left side of the tube (nearest the stack light) indicates the Chiller Tubes are reversed.
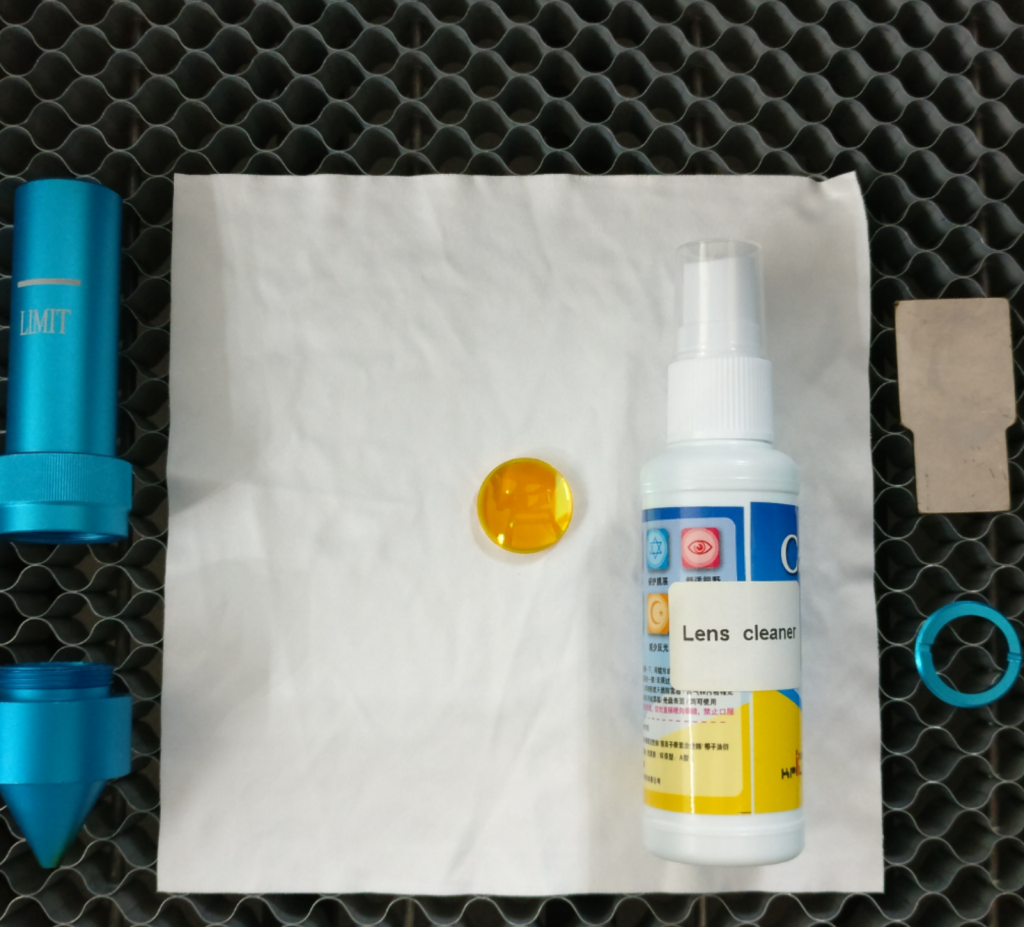
Clean Your Optics
Before your cut on your Nova, clean your lens and mirrors first – just in case any dust or debris settled on them during transport.
You should wipe down your lenses and inside of your machine after every few cuts to ensure your lines and engraves turn out crisp.
We recommend using a cloth meant for camera lenses (not eyeglasses) with 90% alcohol
Click the following links below to learn more about this process and why its important to maintain the optical path of your laser:
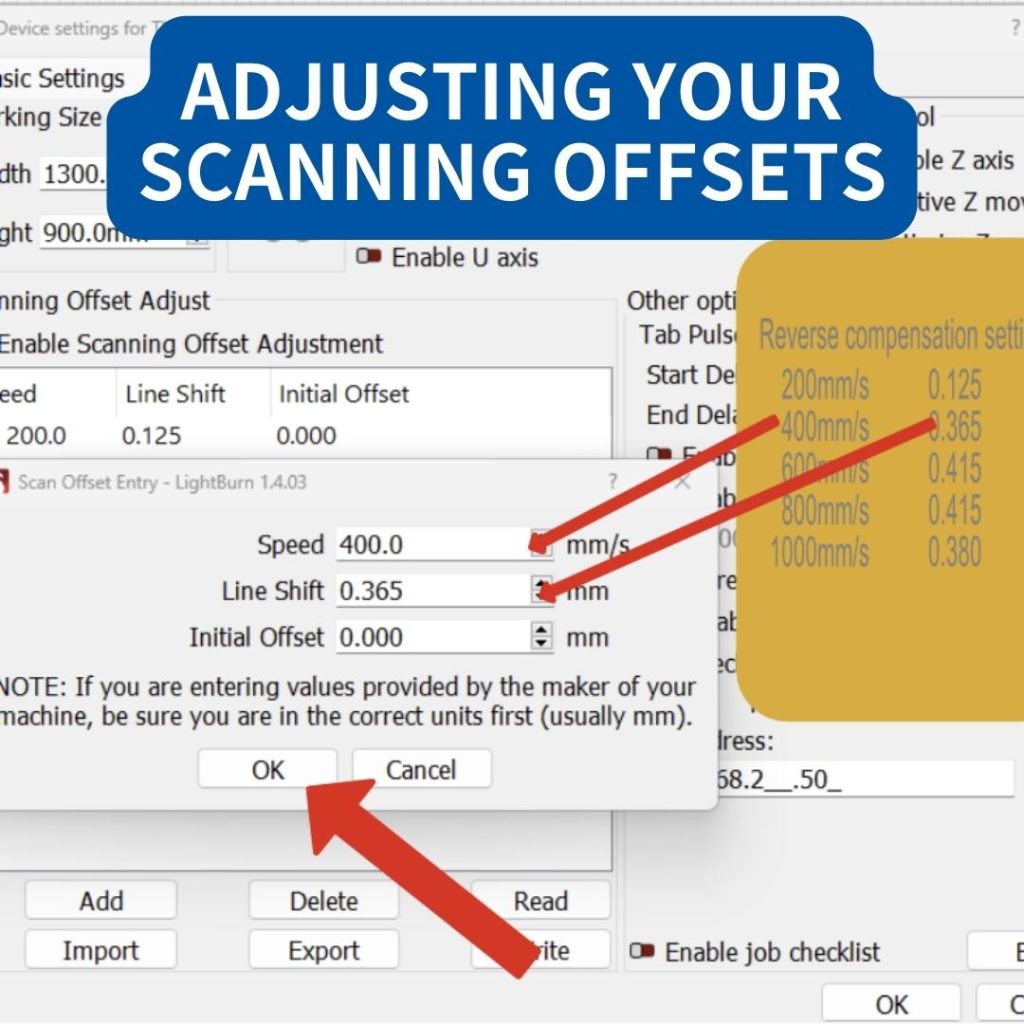
Scanning Offsets (also known as Reverse Compensation settings), can be found on the gold card that comes either attached to your honeycomb bed, or in your toolkit.
These settings correct small errors that can happen when the laser head changes direction during engraving, especially at higher speeds. Without these, it may look like a faint version of your image is being engraved behind your image – we call this “Ghosting”
It is important during this step to remember that the units on your gold card are written in MILIMETERS and must be entered as such. Set your unit of measurement in the settings menu, then enter your gold card numbers. After saving, you can select whatever unit of measurement you prefer and Lightburn will automatically convert them.
Setup your Air Assist
The green buttons on the left side of the machine allow you to test the high and low air assist. You can press each button to test the flow levels, and adjust each flow valve knob (below button) to make sure air is flowing out of the laser nozzle.
Set your high air assist to be firing at full potential (5 PSI if using the compressor, 50 if using a personal shop compressor)
Set low air asst to be a faint whisper of air from the nozzle. This will help create negative pressure inside the machine allowing for efficient exhaust flow
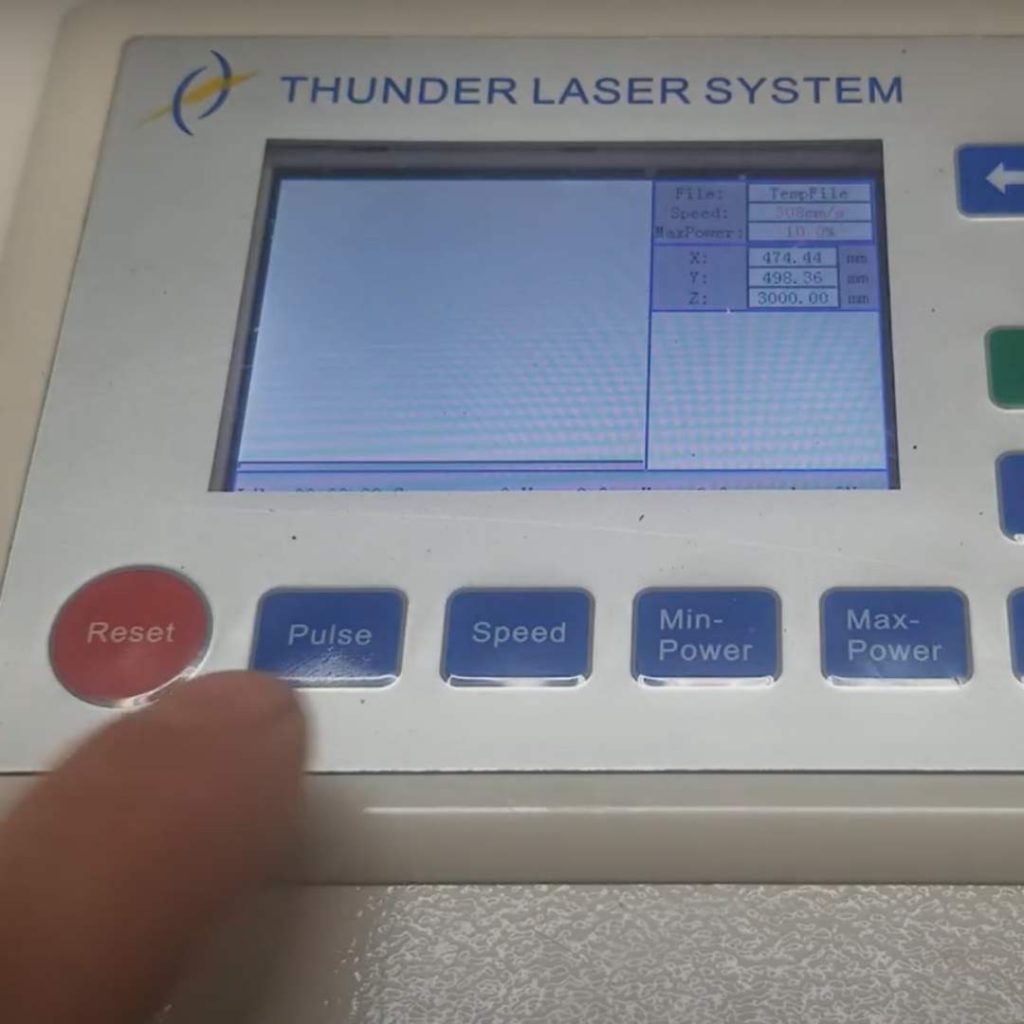
Do a Pulse Check
With the chiller on, all doors closed and the machine fully set up and checked out it is now time to do a pulse check. Place a piece of material under the nozzle and focus the laser head to 6mm above the material. Close all the doors and monetarily press the pulse button on the Laser Control Panel to generate a pulse. Look for a pulse burn mark.
If your laser does not create a pulse burn mark on your material even after 1 second, contact support@thunderlaser.ca
An uneven bed can cause your engraving and cutting to be inconsistent in different areas of your material. This show up as engraving that looks darker/lighter or out of focus in different areas. Check to make sure your honeycomb tray is level as this is an often overlooked error especially when you’ve just received your machine for the first time!
An easy mistake can happen with this when you remove your tip ties from your tray and place it back into the machine.




.png "laser cutter Globle")
























